
The Forming Machine: How the manufacturing of hats went from 6 to 600 per day
- Sep 24, 2020
- 7 min read
Updated: May 15, 2023

Figure 1. A selection of hats on display at the Stockport, England, Hat Museum, Hat Works. As you can see, felt can be "blocked" into a variety of shapes and surface fiber.
Excerpted from The Chronicle Volume 51, No 2, June 1998
by Debbie Henderson, Ph.D.
The felting process is thousands of years old. Felt has been used for shelters, blankets, shoes, and fabric for all manner of clothing. In the case of men's hats, felt in the shape of a cone was the beginning of blocking a hat into a multitude of crown and brim shapes and styles. (Figures 1, 2 & 3) What changed the process dramatically was the invention by James Watt, in the middle of the 19th century, of the fur blowing machine, for manufacturing the cone-shaped felt hat body. (Figures 4 & 5)

Figure 2. A brown felt western-style hat from the beginning of the century. Notice the thinness of good-quality felt.

Figure 3. This family portrait shows the father and son wearing differently styled hats, but both of felt. It is even possible, under the trimmings, that the foundation of the mother's hat is also of felt.
Prior to his invention, loose fur was painstakingly manipulated by hand into the initial hat shape. This meant that fur, scraped from the hide of an animal pelt, was first cleaned, then shaken through screens, removing the longer guard hairs, while accumulating the precious softer fur. Beaver was the best quality. The fur was plucked by a large bow. (Figure 6) The beating of the string causes the hairs to fly up and then land softly and accumulate evenly on the surface of a large plump cone. One hatter's handbook of 1868 states:
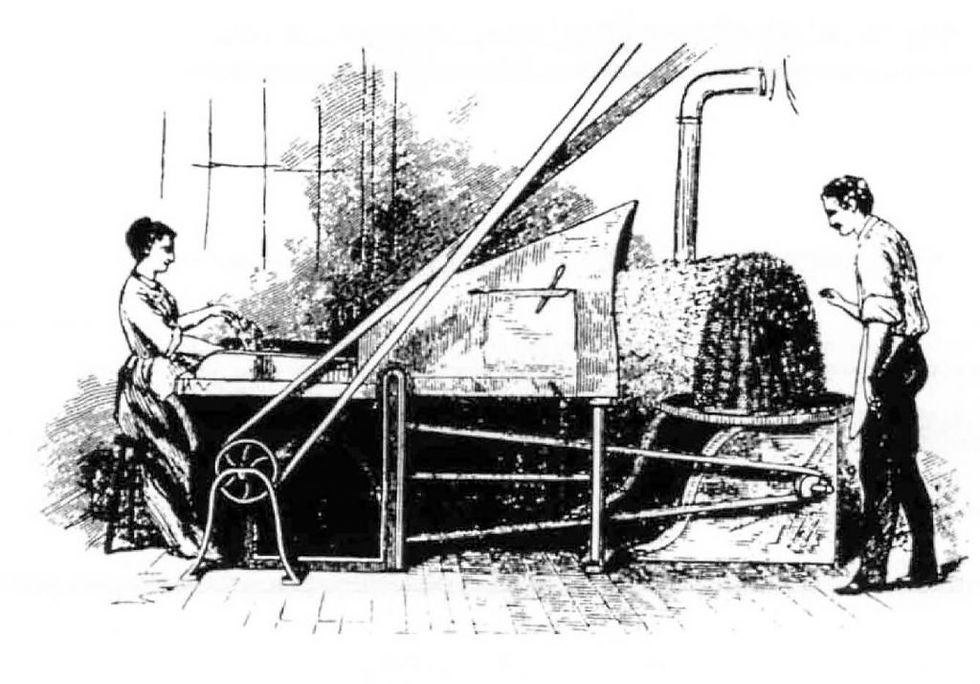
Figure 4. The mechanical forming machine. The female worker places loose fur on the conveyor belt at the rear so that the former is able to blow an even cone. The former checks the process before wrapping the cone in wet cloths making it possible to remove the body from the metal cone.

Figure 5. This illustration of a forming machine shows one woman weighing fur while the second lays it on the conveyor belt.
"The has always been considered a beautiful sight to a stranger, as the performer goes on plucking the string, and the string playing, upon the top of the fur, which lies upon the left side of the platform. The fur touched by the string is made to fly from one side of the boards to the other with the greatest regularity. So nicely is this bowing performed, the stuff flying from the bow-string, hair by hair, and flake by flake, that a hat in this loose state may measure several inches in thickness." (1)

Figure 6. A hatters bow and pin. The bow is 83-1/4" long with a diameter of 2". These two items are at the Mercer Museum, Doylestown, Pennsylvania.
In this manner, a man could produce five to six cones per day. These cones were turned over to men at the "planking table," (Figure 7) who finished the felting process by massaging the cone in hot, soapy water, causing the individual hairs to mesh, or "felt" together in a tightly bound fabric called felt. Steam-powered machinery changed the felt-making process. The small cottage industry joined big business. With the Wells & Burr Forming machine in 1845, two workers and one machine could blow fur onto a perforated cone, under which an exhaust fan sucked the air through, pulling hairs onto the surface. This created the cone. Using this machine, the early formers could make approximately three dozen cones in a day, far surpassing the slow, laborious task of hand bowing. (2)

Figure 7. Hatters standing around a planking table rolling the cone-shaped felt hat bodies on the wooden side of the tub. Dipping the felt into the central hot, soapy water helps to accelerate this process. The man in the lower left is stretching a cone over a hat block, the first step in giving shape to the cone.
The first type of machine operated on the principle of suction. The cleaned hair was fed into the back of the machine and blown onto a slowly turning cone. (Figures 4 & 5) The second type of former, still in use today, feeds the loose hair in from the back to be blown onto the revolving metal cone within a closed chamber while simultaneously spraying a fine mist of hot water onto the hairs as they settle evenly onto the cone. The misty spray does two things-it holds the fibers in place and starts the felting process, so the worker can remove the delicate felt cone from the form and proceed to the next step in the process. (Figure 8) Robert Reynolds, of the Mallory Company, describes the process in this manner:
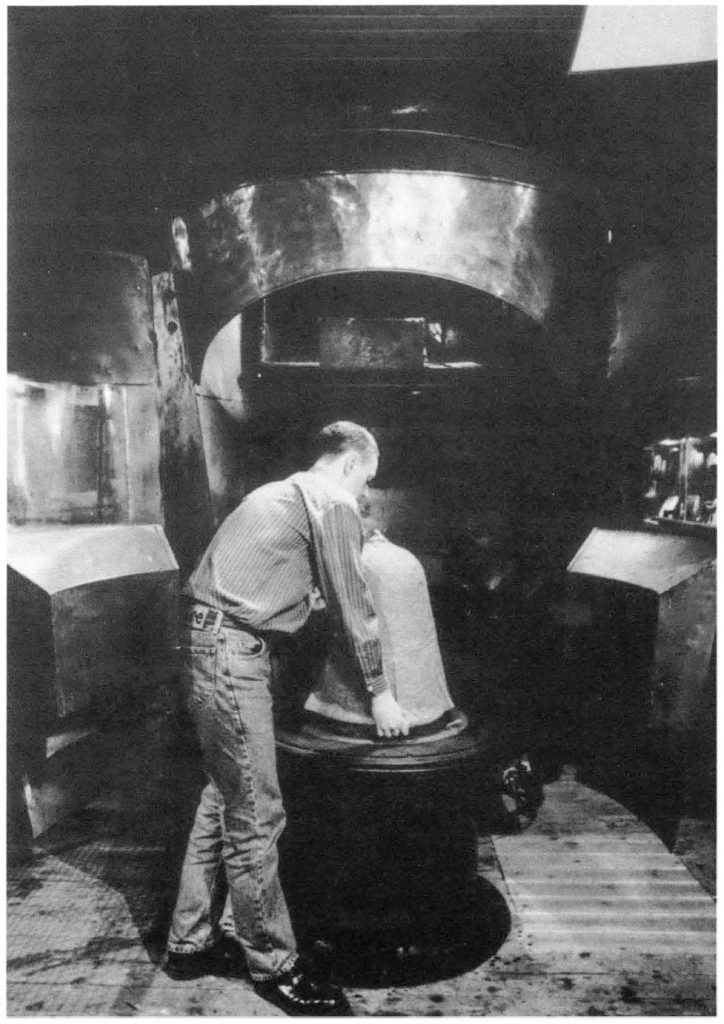
Figure 8. A worker about to roll a hat body off the metal cone. The doors of the former have opened to allow the worker to get to the cone. Within the former machine a mist of steam is sprayed over the blown fur to hold it in place. Photograph by John Brandwood.
"The heart of the former is a wooden chamber about ten feet high and four feet in diameter, The top is open, and the bottom consists of a motor-driven turntable open in the center and connected to an exhaust fan, A conveyor belt feeds fur into the chamber from the top. The exhaust fan pulls the fur onto the cone which sits on the turntable.
"At the other end of the conveyor belt a girl weighs out the fur for each hat. Enough fur for one hat is accurately weighed (to 1/16th of an ounce) and spread evenly on the conveyor belt.
"A standardized procedure is used by each coner to perform the operation necessary to make 'green' hats. They are as follows: (Figures 9 & 10)
"1. The bare cone is set on the revolving turntable. This is a tricky operation because the table is moving and tends to roll the cone off. It is done by placing the bottom of the cone against the flange on the turntable and rolling it over the flange with a circular motion. The cone must be wet or the fur will not stick but form rolls. The cone must be clean and free from dags (fuzzy strings) or light spots will appear in the hat where these dags were."
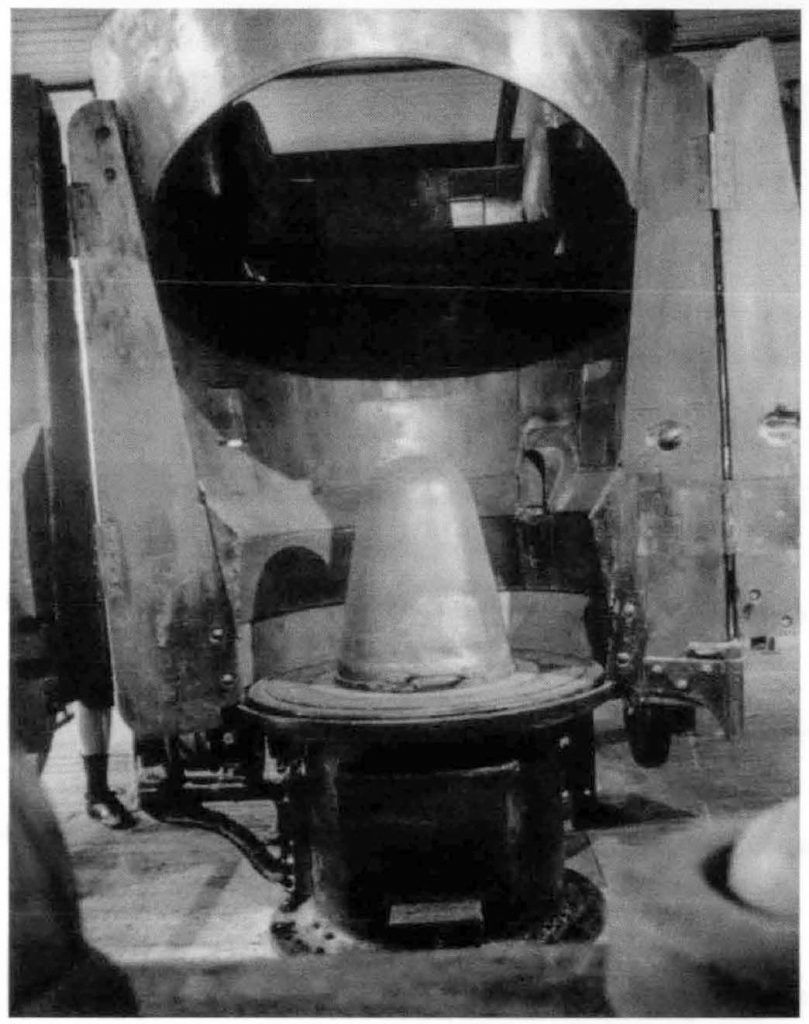
Figure 9. A former.
"The walls of the former must be free from clots of fur; these can break loose and form dags in the mat. The doors are closed and a lever is pulled which starts the conveyor belt feeding fur to the pickers which blow it over the cone. When all the fur has been deposited on the cone the conveyor stops and the next load is weighed out."

Figure 10. A close-up of the metal cone onto which the fur is blown.
"2. The doors are opened and the hat is prepared for stripping from the cone, At this stage the fur is sticking together but has no tensile strength. To start the felting action and to increase the tensile strength so that the hat may be removed from the cone, it is soaked in hot water. However, without a covering over the cone it would be impossible to remove the former without disturbing the fur. Therefore, two burlap cloths are laid on it. The first is called the tip cloth. It is made of loosely-woven burlap. It is held in both hands and is thrown over the top of the cone with a downward motion. The purpose is to hold the fur in place while being soaked. The second cloth is the side cloth. Considerable skill Is required in applying the side cloth. There must be no relative motion between cloth and fur or the fur will be sheared off. The cloth must fit the cone or wrinkles and cloth marks will result. (Figure 11)

Figure 11. A worker placing wet cloths on the fur cone. The hot, wet cloth helps start the felting and allows the delicate cone to be pulled off the metal support. The Stetson/Resistol plant in Longview, Texas.
"Even with the cloths in place the cone still can't be handled directly. Therefore, another metal cone, (perforated with large holes to allow water to enter while in the vat) is placed over the first cone. The two are pulled from the turntable, and placed on the cradle over the sinker tub. A strong pull is necessary to remove the cone from the former because of the suction produced by the exhaust fan.
"3. The hot water (140 deg. F.) is contained in a wooden vat or sink tub deep enough (180 gallons) so that the entire cone may be submerged. The cone is placed on a cradle over the vat; the cradle automatically lowers the cone until it is completely submerged and then raises it again. The hot water mats the fur together giving it strength to allow it to be stripped from the cone." (3)
All this complex action takes place in a matter of moments, thereby attesting to the skill of the worker. Blowing the fur on a turning cone m combination with water is used today in all of the remaining felt hat manufactures. (4) Danbury, Connecticut, not the only, but certainly one of the centers for making hats in the 19th and 20th centuries, adopted these machines by the 1850s. Before long, manufacturers could produce 50 dozen-600-fur felt hats a day And that was really the beginning of the mechanization of the fur felt hat industry. (5)
Notes 1. Suzanne Pufpaff, editor, John Thompson, A Treatise on Hat-Making and Felting . .. , 1868, (Hastings, Michigan: Stony Lonesome Press, 1995) 2. Robert Doran, interview by author, Danbury, Connecticut, October 19, 1996, and May 22, 1997. Robert Doran is the third generation to be associated with the Doran Machine Company that produced hatmaking machinery for manufacturers all over the world from 1868 to shortly after its 100th anniversary when it was sold. 3. Robert Reynolds, "Report for the Mallory Company on the manufacture of fur felt hats," unpublished, ScottFanton Museum Archives. Robert Reynolds was a production engineer for the Mallory Company when he wrote this report. 4. Robert Doran interview. The hat-wearing populace peaked in the United States in 1903 with production in men's hats of three and half to four million dozen hats with a population of about 80 million people. Three hundred and fifty formers operating in the US in 1900 made this possible. With the changeover to automobile transportation and fickle fashion trends, the need for hats, and therefor the need for formers, dwindled. 5. Robert Doran interview with the author, Danbury, Connecticut, October 19, 1996, and May 22, 1997.


Comments